
电 话:13919318118
邮 箱:1214656522@@qq.com
网 址:www.yaohange.cn
地 址:甘肃省兰州市七里河区西津西路239号机电物流中心86-128号
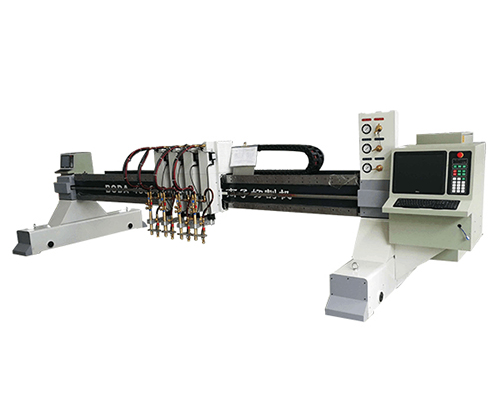
该型切割机为龙门式结构,横向跨度有3m、4m、5m、6m、8m等多种规格,均采用双边驱动,运行稳定,配置好,工作效率高,可用于各种碳钢、锰钢、不锈钢等金属材料的大、中、小型钢板下料。还可根据用户要求配置多把割炬,或配置成异型切割和直条切割两用切割方式,另可选配电容或等离子自动调高系统。
技术参数
导轨间距 4000mm 有效切割宽度 3200mm
导轨长度 6000mm 有效切割长度 4800mm
单火焰割炬 1组 火焰切割厚度 6-200mm
单等离子割炬 1组 等离子切割厚度 视等离子电源而定
移动精度 0.01mm/步 整机运行速度 0-3500mm/min
驱动方式 双边驱动 自动调高行程 0-230mm
技术指标
1. 切割形状: 可编程切割直线和圆弧构成的任意平面形状钢板零件;
2. 切割精度: 国家标准JB/T10045.3-99;
3. 切割宽度: 4m、5m、6m等多种规格可选;
4. 轨道长度: 标配6米,还可根据用户要求定制加长3m/节;
5. 驱动方式: 双边驱动;
6. 割炬配置: 标配1把,可选配火焰或者等离子割炬,还可根据用户需求进行定制;
7. 切割厚度: 火焰樶大可切割200mm,等离子切割厚度视所选电源大小而定;
8. 点火调高: 自动点火、电动调高,根据用户要求可选配电容式或弧压式自动调高;
9. 数控系统: 简单易用,性能稳定;根据用户要求可选用北京斯达特2000或3000系统,进口型有美国海宝系统,FastCNC数控系统。
10. 数控编程: 基于AutoCAD的全自动图形化编程软件;
11. 切割气体: 氧气+乙炔或丙烷;
产品特点
1. 横梁:采用方管对焊结构,具有刚性好,精度高,自重轻,惯量小的特点。所有焊接件均振动时效去应力处理,有效的防止了结构变形;
2. 纵、横向驱动:均采用精密齿轮齿条(7级精度)传动。横向导轨采用台湾进口的直线导轨,纵向导轨是由精密加工的特质钢轨制成,保证了切割机的运行平稳,精度高,且经久耐用,清洁美观;减速采用行星齿轮减速器,可以非常完美的保证运动的精度和平衡度;
3. 纵向驱动架(端架):两端装有水平导向轮,可调整驱动架底部偏心轮对导轨的压紧程度,使整机在运动中保持稳定的导向。装有除尘器,随时刮扫积聚在导轨表面的杂物;
4. 驱动系统为国产步进驱动,根据用户需要可选用产品——进口日本松下交流伺服驱动/国产伺服驱动,使整机更加运行平稳,速度变速范围更宽,加速时间短;
5. 升降体采用铝合金结构体,升降导向采用直线导轨,升降提升采用滚珠丝杠提升;
6. 简单易用的自动编程系统,使数控编程不再复杂,轻而易举;
7. 数控控制系统采用自主研发控制系统,具有国内为优良的稳定性和超强抗干扰能力。
数控系统
系统性能
1、系统正常工作的温度环境为:-20℃至+70℃
2、系统能够承受电网电压的波动范围为:AC 220V
3、控制精度:±0.001mm
系统特色
1. 系统功能完善、稳定性高、抗干扰性强,适用国内外各种等离子电源;
2. 突出价格优势,具有极强的性的价比;
性能指标
1、显示器: 5英寸LCD监视器
2、外部接口:USB
3、按键与机箱:全钢结构完全屏蔽,防电磁辐射、防静电。
4、操作界面中文提示,图形显示面板上有各种工作状态指示,数控及驱动采用模块式集成化设计,操作与维护简单方便。
系统性能
1、系统正常工作的温度环境为:-20℃至+70℃
2、系统能够承受电网电压的波动范围为:AC 220V
3、控制精度:±0.001mm
4、采用32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,工作时高稳定性。
5、 整机工艺结构合理,配合全光耦隔离控制,超强的等离子抗干扰能力。
6、超大的加工文件存储空间,满足各种复杂程序的运行与加工,轻松处理大程序的运行。
7、等离子起弧检测、初始定位、拐角信号控制功能。
8、帮助功能,对于初级用户使用更加简单。
9、更换割枪枪嘴、位移穿孔、移动零件功能。
10、轨迹可以连续回退至原点。
11、延时、预热、穿孔功能。
12、可将数控系统内的加工文件拷贝到U盘中。
13、用户可以用U盘下载更新新应用程序进行更新升级。
14、轨迹输入采用U盘传输CAD进行套料后的加工文件和现场手动编写代码两种方式。
15、USB通讯控制,U盘直接读取文件功能,便捷的现场操作。
16、步进电机采用高细分驱动器,精度高、运行平稳。
系统特色
1、系统功能完善、稳定性高、抗干扰性强,适用国内外各种等离子电源;
2、突出价格优势,具有极强的性的价比;
优势
相对于便携式的和悬臂式的数控切割机来说,龙门式数控切割机更稳定。它可添置多把割炬,甚至可实现多头直条切割。数控切割机与普通切割机相比具有的优点:
控制系统软硬件组成。由于数控火焰切割机控制精度、工作速度及载荷要求都不是很高, 所以可以采用步进电机以开环方式实现运动控制。工业控制机和运动控制卡协同完成控制系统的控制功能, 该控制系统电机驱动器能实现斩波恒流细分驱动, 提高了电机运动精度, 并较好的解决了大扭矩驱动时的发热问题。外围控制电路由 PLC、继电器等组成, 其输出可控制气路的电磁阀、接触器线圈等, 实现气路的时序控制。数控火焰切割机是一种将电脑控制、精密机械传动、氧、燃气切割三者技术相结合的高效率、高精度、高可靠的热切割设备。它适用于造船,钢结构,电力,锅炉,机车车辆,石油化工等制造行业的高精度钢板热切割的新型自动化设备。产品主要应用于造船、锅炉制造、容器制造、建筑、桥梁、机械、钢结构制造等领域的板材、管材和线材型金属材料进行电脑全自动控制的数控火焰切割机。可切割碳钢、不锈钢及各种有色金属,应用范围广,市场容量大。
数控火焰切割机,切割具有大厚度碳钢切割能力,切割费用较低,但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。它的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。
在机械加工过程中,板材切割常用方式有手工切割、半自动切割机切割及数控切割机切割。手工切割灵活方便,但手工切割质量差、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。数控切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。在我国的一些中小企业甚至在一些大型企业中使用手工切割和半自动切割方式还较为普遍。
数控火焰切割机设备的数控系统控制主横梁上的小车沿纵向运动, 控制带有割炬的小车沿横向运动, 其横、纵向的运动合成为割炬的运动轨迹, 也就是所要切割的工件的形状。同时, 火焰切割数控系统中的 PLC 实现切割气路的阀动作和时序控制。在数控火焰切割机系统中, 为保持切割机头与钢板之间的距离不变, 必须配备自动调高装置。
安全保障
1.操作人员必须戴好防护面罩、电焊手套、帽子、滤膜防尘口罩和隔音耳罩。不戴防护镜的人员严禁直接观察等离子弧,裸露的皮肤严禁接近等离子弧。
2.切割时,操作人员应站在上风处操作。可从工作台下部抽风,并宜缩小操作台上的敞开面积。
3.切割时,当空载电压过高时,应检查电器接地、接零和割炬手把绝缘情况,应将工作台与地面绝缘,或在电气控制系统安装空载断路断电器。
4.高频发生器应设有屏蔽护罩,用高频引弧后,应立即切断高频电路。
5.使用钍、钨电极应符合JGJ33-2001第12.7.8条规定。
6.切割操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。
7.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。
8.高空焊接或切割时,必须系好安全带,焊接切割周围和下方应采取防火措施,并应有专人监护。
9.操作和保养自动化设备涉及潜在的危险,操作人员应谨慎从事,以防受伤;
10.如果四肢触及运动的机器,可能被缠住,甚至受伤;
11.操作机器时不能穿宽松的衣服及有线绳之类的服饰,以防被机器缠住;
12.等离子数控切割机的高压电电击能伤人致死,必须按照厂商规定步骤及要求进行安装;
13.电源接通时,不能接触电线及电缆;
14.该设备应该且只能由受过培训的人操作。
安全操作守则
使用龙门数控切割机切割板材时,怎样去操作龙门数控切割机和操作的一个流程是非常重要的,这其中有很多需要大家注意的地方。龙门式数控切割机的安全操作守则:
1、切割物件前,先戴好(手套、口罩、眼镜),避免飞溅物伤人。
2、在使用前必须检查能否正常使用(如电源线有无破损,切割片是否紧因有无破损等)。
3、更换切割片时,先关掉电源,挂警示牌,切割片必须同心、紧固,以免脱落伤人。
4、必须在车间指定的房间使用,且不能正对易燃物和人切割。
5、启动时,检查切割机运转方向是否正确。
6、切割物件时用力要平稳且切割物件要夹紧。运行时,如切割片损坏,须立即停止使用,更换完好的切割片再运行。
7、切割完毕后,先关掉电源,待砂轮片停止转动时,再取物件,以免飞转的切割片伤人。
8、严禁在切割片上砂磨物件。
9、切割完毕后,必须把龙门式数控切割机整理好,并打扫切割场所清洁。

 甘公网安备 62010302000949号 服务支持:企源科技
甘公网安备 62010302000949号 服务支持:企源科技 




