电 话:13919318118
邮 箱:1214656522@@qq.com
网 址:www.yaohange.cn
地 址:甘肃省兰州市七里河区西津西路239号机电物流中心86-128号
根据调查,全球数控切割行业中,近50%的生产零件需要开槽,而配有坡口工具箱的机床所占比例较小。斜坡切割要求设备和切割过程都有精准的控制。为了获得理想的切割质量,对角度、引入、引线等的处理都十分讲究,同时对切割程序也有很高的要求。还必须具备一些特殊的辅助功能。例如,一个坡口切割中的多个坡口面应该由若干个斜面组成。切削工件的平面以及坡口面都要进行相应的补偿,不同的切割工序需要特殊的切割几何应用。此外,最合适的切割参数,如速度要与切割坡口匹配。
切边工艺。
机械臂切割。
1.直坡口加工(DBP)--这是一种典型的坡口切割方法,直接在原材料(板材、管材、型钢或封头)上进行坡口切割。
2.附加坡口处理(ABP)——在已经进行过直切的工件上增加坡口。一些公司需要为客户提供的在其他机器上切割好的工件加坡口。操作员可以将工件直接放入料台任意位置,系统会自动生成ABP切割计划,机械手配合利用激光跟踪扫描工件,寻找并确定料台上的直切件的准确位置。在扫描时,系统将对理想形状(图)和工件实际轮廓进行比对,确认起始点后就开始切割坡口。采用非示教的方式,通过离线编程软件直接读取CAD图纸,设定切割工艺,直接生成机器人程序,对工件边缘进行高效、精准的切割。利用敏越科技视觉传感器配合离线编程的方式,有效地解决了传统的工件种类多、示教量大、工件不能固定装卡、不能保证重复装配精度等问题,实现了无示教、高精度、高效率的切割。

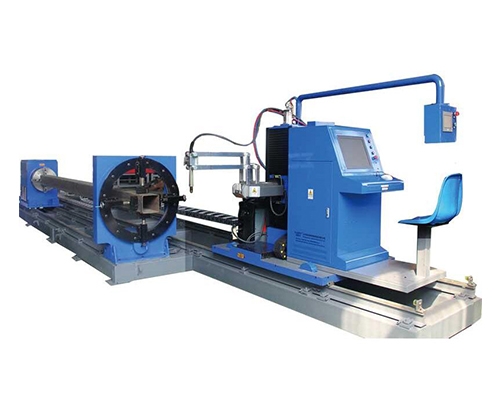
全自动坡口切割生产线。
本机适用于矿山、工程机械、海洋工程、船舶制造、建筑钢结构、化工压力容器、食品和制药设备,可实现火焰切割或等离子坡口成形切割,可实现火焰切割或等离子坡口成形切割,坡口专用编程软件将实现无经验、三分钟结束编程,将机器人切割效率提高600%。它不仅可以进行平面切割,还可以实现立体切割,与传统的门式数控切割机相比,不仅体积小、功能强大,而且整体成本仅为其四分之一,兼容在线编程、离线编程。比较适合机器人自动化集成企业的产品二次开发,功能无限扩展。选用进口机械手,其使用寿命可达15年,平均事故间隔时间可达70,000小时,在恶劣环境下仍能正常工作。
施工机械坡口切割、焊接一体化生产线。
火坡口工作台系统主要部件:主要由KUKA机器人、敏越科技激光定位跟踪系统、GCE火焰切割系统/飞马特等离子切割系统、诺博泰自主研制的RBT-BEVEL、滑台、气流控制装置、切割平台、废车等组成。按其结构可分为滑台机器人和龙门吊两类。切割机关节安装在可纵向移动的行走轨道上,并能在龙门架上进行各种复杂的空间运动。根据用户要求,可以开发多种切割功能,对各种平板、矩形管、型钢(如角钢、球扁钢等)进行空间直线、斜线、曲线的多种切割,可以切割槽、流水孔、安装孔和各种曲线、直线x型、y型、I型坡口等。切削角度可达45-50度,切削工件几乎不需研磨,焊接性较好,可采用离线编程技术,具有直观的操作界面,软件中存储了各种切割模块及参数,操作简便、易懂。经切割的工件非夹紧自由放置,工件长度可达12米以上,宽度可达2米以上。该方法采用自动PID控制,可根据板材厚度、坡口角度精准调整气体流量的比例和大小,操作简单,效率高,节省成本。预热氧气、气氧和切割氧气的调节由数字压力传感器全闭环调节。切割器是带自动内部点火装置的,程序直接在预热点火后,再由程序控制自动切断。全过程操作简便、快捷、快捷,更方便客户批量投入生产。

自动切边机的优点。
更准确的斜角。
加工时间较短。
离线编程更加简单。
提高加工工件的速度。
桥接尺寸更精准。
可批量生产或个性化定制。
裁剪参数的自动调整。
选用手动方式进行曲线上的操作。
自动化煤气控制
裁剪全自动化。
程序快速预热。
全自动切割。
 甘公网安备 62010302000949号 服务支持:企源科技
甘公网安备 62010302000949号 服务支持:企源科技