电 话:13919318118
邮 箱:1214656522@@qq.com
网 址:www.yaohange.cn
地 址:甘肃省兰州市七里河区西津西路239号机电物流中心86-128号
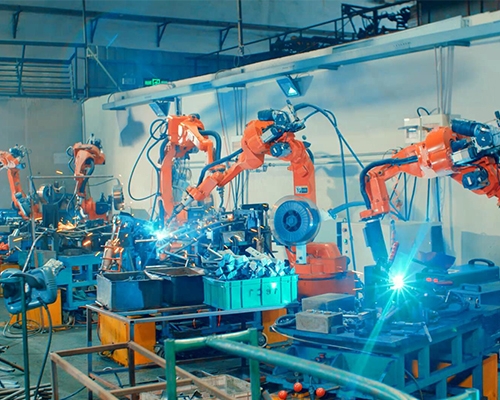
焊接机器人工作时间久了后溶池的溫度也会随着上手。溶池一旦溫度过过高对工作中及机器设备导致影响。那麼焊接机器人溶池的溫度过高要如何降温呢?焊接机器人生产厂家从下边4个层面下手能合理减少溶池的溫度,一起来瞧瞧吧!

1、角度
焊丝角度,焊丝与电焊焊接方位的交角在九十度时,电孤集中化,溶池溫度高,交角小,电孤分散化,溶池溫度较低,如12mm立焊封底层,焊丝角度:50-70度,使溶池溫度有一定的降低,防止了反面造成焊疤或起高。又如,在12mm板立焊封底层换焊丝后,连接头时选用90-95度的焊丝角度,使溶池溫度快速提升,熔孔可以成功开启,反面成型较整平,合理地操纵了连接头点内凹的状况。
2、時间
自动控制系统电孤点燃時间,573.5管道的水准固定不动和竖直固定不动焊的见习课堂教学中,选用断弧法施焊,封底层电焊焊接时,断弧的頻率和电孤点燃時间立即影响着溶池溫度,因为壁厚较薄,电弧发热量的承受力比较有限,假如减慢断弧頻率来减少溶池溫度,易造成缩松,因此,只有用电孤点燃時间来操纵溶池溫度,假如溶池溫度过高,熔孔很大时,可降低电孤点燃時间,使溶池溫度减少,这时候,熔孔缩小,管道內部成型高宽比适度,防止管道內部焊接极高或造成焊疤。
3、直径
电焊焊接电流量与焊丝直径:依据焊接室内空间部位、电焊焊接层级来采用电焊焊接电流量和焊丝直径,开焊时,采用的电焊焊接电流量和焊丝直径很大,立、横仰位较小。如12mm平板电脑连接立焊的封底层采用3.3mm的焊丝,电焊焊接电流量:80-85A,添充,盖整体面层采用4.0Mm的焊丝,电焊焊接电流量:165-175A,有效挑选电焊焊接电流量与焊丝直径,易于控制溶池溫度,是焊接成型的基本。
4、运条方式
运条方式,圆形形运条溶池溫度高过半月形运条溫度,半月形运条溫度又高过锯齿状运条的溶池溫度,在12mm立焊封底层,选用锯齿状运条,而且用晃动的力度与在焊缝两边的间断,合理的操纵了溶池溫度,使熔孔尺寸基本一致,焊缝根处未产生焊疤和烧穿的飞机翼。

溶池的溫度高矮与许多要素相关,可是关键要素包含这之上四点,要是从压根难题考虑就能非常好的处理溶池溫度过高的难题。因此一旦发觉溶池溫度过高,就必须从这几层面下手完成减温。本文章内容由兰州焊接机器人生产厂家整理而成。期待对给你协助!
 甘公网安备 62010302000949号 服务支持:企源科技
甘公网安备 62010302000949号 服务支持:企源科技